Index Association Activités Liens
L'atelier de bronzier

Voici exactement le matériel et la technique qu'utilisaient les vikings pour couler des bijoux en bronze au milieu du moyen-age. Cette méthode est toujours d'actualité dans certains pays d'afrique ou d'asie.
L'atelier
Il comporte essentiellement:
-Les soufflets


 Inspirés
par deux documents que sont la porte de Hylestad et la
pierre de Ramsundberget .
Inspirés
par deux documents que sont la porte de Hylestad et la
pierre de Ramsundberget .
Les planches sont en sapin, le cuir est du veau doublure, le motif de dragon sculpté au ciseau est imaginaire.
Il s'agit d'un double soufflet avec tuyère en Y, on les active simultanément, jamais en même temps car celà aspirerait l'air chaud à l'intérieur et les enflamerait.
-La tuyère

 Il
s'agit du support par lequel arrive l'air dans le foyer. Comment ne pas s'inspirer
de la pierre de Snaptun. Une merveille
sur laquelle se trouverai gravé le visage de Loki. Je l'ai faite comme
l'originale, en stéatite, ou saponite, une pierre extrèmement
tendre (dureté 1) mais qui résiste à tous les chocs thermiques.
Elle était également utilisée pour faire des moules.
Il
s'agit du support par lequel arrive l'air dans le foyer. Comment ne pas s'inspirer
de la pierre de Snaptun. Une merveille
sur laquelle se trouverai gravé le visage de Loki. Je l'ai faite comme
l'originale, en stéatite, ou saponite, une pierre extrèmement
tendre (dureté 1) mais qui résiste à tous les chocs thermiques.
Elle était également utilisée pour faire des moules.
-Le foyer
 Directement
dans le sol, il est petit (20 à 30 cm de diamêtre) et est constitué
d'un cercle de pierres ou de ciment réfractaire. On a souvent retrouvé
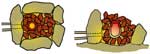
des doubles foyers en 8 comme ci-contre. Le petit activé par les soufflets,
sert pour la fusion, le grand sert pour le décirage et la cuisson des
moules.
Directement
dans le sol, il est petit (20 à 30 cm de diamêtre) et est constitué
d'un cercle de pierres ou de ciment réfractaire. On a souvent retrouvé
des doubles foyers en 8 comme ci-contre. Le petit activé par les soufflets,
sert pour la fusion, le grand sert pour le décirage et la cuisson des
moules.

 -Les
outils
-Les
outils
Voici ici quelques-uns de mes outils sur un coffre réalisé d'après un modèle retrouvé à Mastermyr en Suède qui montre la panoplie nécessaire au forgeron, marteaux, pinces, tenailles, enclume, poinçon, tranche...C'est peut-être encore ce qu'il y a de plus dur à avoir: des outils qui ne fassent pas trop moderne...
 Le
modèle
Le
modèle
On réalise d'abord le modèle en cire d'abeille, un positif de ce qu'on veut obtenir, on y ajoute un cone de coulée et d'éventuel évents (très rares sur les pièces d'époque) permettants aux gaz de s'échapper si la pièce est volumineuse.


 Le
moule
Le
moule
On réalise ensuite le moule en faisant un mélange de 50% de grès, 25% de sable et 25% de charbon de bois pilé. A l'époque, le charbon de bois était remplacé par du crottin (il faut une matière organique). On englobe alors la pièce en cire en laissant dégagé le cone de coulée. Il faut alors laisser sêcher le moule le plus longtemps possible (une bonne semaine) en évitant un séchage trop rapide qui risque de le fissurer.

 Les
creusets
Les
creusets
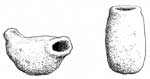
Les creusets historiques sont réalisés comme les moules avec une quantité éventuellement plus importante de sable, ils ne durent toutefois pas plus de dix coulées...Deux formes principales furent retrouvées. Nous utilisons sinon un creuset moderne de bijoutier en plombagine (graphite).


 Le
décirage
Le
décirage
Je dirai qu'il s'agit de la partie la plus délicate, en tous cas celle qui nous pose le plus de problèmes. Car si chauffer le moule pour faire fondre (1)et écouler la cire (2) afin de libérer le négatif intérieur est une chose assez facile, le problème consiste à faire TOTALEMENT disparaitre toute trace de cire à l'intérieur du moule. Car la cire en fondant s'imprègne dans le moule, et il faut entièrement la brûler, faute de quoi, le bronze brûlant va provoquer une réaction libérant des gaz qui vont transformer votre pièce en gruyère...Il faut donc pour cela chauffer les moules pendant DES heures(3), ceux-ci ne doivent absolument plus sentir la cire...

 La
fusion du bronze
La
fusion du bronze
Après avoir allumé le foyer ici constitué de quatre pierres de grès, on y place le creuset vide. Lorsque celui-ci est rouge et seulement là on peut y mettre le bronze ( ici sous forme de granulés), puis on couvre le creuset d'un couvercle pour accélérer la fusion et éviter les impuretés dans le bronze (position du creuset sur le shéma ci-contre). On place également les moules près du foyer pour les chauffer : plus ils seront chauds ( 700° étant l'idéal), moins le choc thermique sera important, de plus le métal refroidira plus doucement et s'infiltrera donc plus facilement dans les détails.
 Il
faut ensuite attendre que le bronze fonde, sachant que la température
idéale de coulée se trouve à peu près 200°C
au delà du point de fusion ( qui est environ, suivant le type de bronze,
de 980°C). Un bon test pour savoir si le bronze est à température
: on y plonge une baguette de fer, elle doit ressortir propre, si le bronze
colle à la baguette, il est encore trop froid.
Il
faut ensuite attendre que le bronze fonde, sachant que la température
idéale de coulée se trouve à peu près 200°C
au delà du point de fusion ( qui est environ, suivant le type de bronze,
de 980°C). Un bon test pour savoir si le bronze est à température
: on y plonge une baguette de fer, elle doit ressortir propre, si le bronze
colle à la baguette, il est encore trop froid.

 Le
nettoyage
Le
nettoyage
Lorsque le bronze est en fusion, au moment de la coulée, il est quasi inévitable que des impuretées flottent à la surface du bronze. Pour les enlever, on jette un morceau de verre (vitre ou bouteille par exemple), on attend un peu, le verre prend la consistance d'un chewing-gum. Il suffit alors de mélanger le tout, les impuretées se collent à la pâte de verre, et on sort le verre "sale" du creuset.
 La
coulée
La
coulée
Lorsque le bronze est fondu, il faut prendre le creuset avec la pince et verser le bronze doucement mais sûrement, en une seule fois, jusqu'en haut du cone de coulée.
 L'attente
L'attente
...que ça refroidisse...variable suivant la taille de la pièce...

 La
décoche ou... la révélation!
La
décoche ou... la révélation!
Le moment le plus excitant! Lorsqu'on casse le moule et qu'on découvre la pièce...
 La
pièce "brute de coulée"
La
pièce "brute de coulée"
on peu voir quelques défauts, manques ou excés, le cône de coulé est encore à l'arrière
 Les
finitions
Les
finitions
Le travail le plus long : l'ébarbage, limage, polissage...On scie le cone de coulée, on lime les défauts éventuels, on poli...
 La
pièce terminée
La
pièce terminée